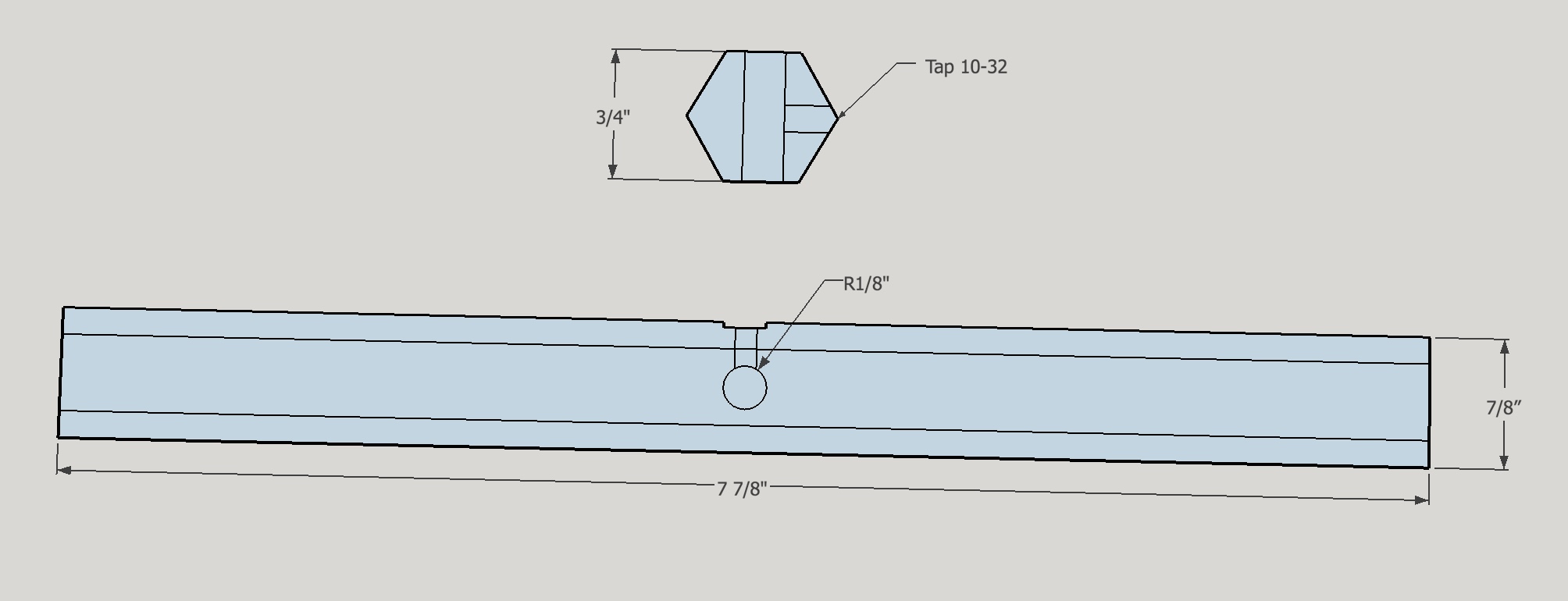
The article referenced in issue 40 of "Model Engineering Workshop" had plans for a round bar, but I chose hex stock instead as I like the way it is more firmly held in the lathe chuck's jaws. A 7 7/8" bar was cut off with a hacksaw. The ends were faced and center drilled in the lathe. Center was located and a hole was drilled up to 15/64" through two flats of the hex. The resulting hole was slightly off center, but straight. This hole was then reamed to 0.250". A flat was milled across a corner of the hexagonal bar at right angles to the hole with a 1/4" end mill. I cross drilled into this flat with a #21 drill and tapped this hole 10-32. A 10-32 set screw was screwed into this hole.
Two lengths of 1/4" drill rod were cut to 1 1/2" and 2 1/2". Both were cut long for ease of handling while sharpening. They will be cut to fit through the drilled hole later. Both were ground to 60° included angle cutting points on the grinder. A flat was ground on one side of the drill rod using the side of the wheel. Then the points were ground on both sides by holding the rod at a 30° angle to the wheel.
Tried to insert the sharpened drill rods into the reamed hole only to discover the drill rod is 0.251" in diameter! Put the parts in the drill press and sanded with 150 grit paper to reduce them to a sliding fit in the reamed hole.

Cut and faced the smaller bit to 7/8". Heated it to cherry red with a torch and quenched it in oil. Sharpened it with a medium followed by fine diamond hones. The longer bit was cut to 1 5/8", hardened, and sharpened similarly.